Промышленное оборудование: продажа и обслуживание в Кургане
ПОМПА СОЖ
Новые в наличии (производительность 25л, 35л, 50л)
Цена 5100 рублей
Это подводит нас к следующему выпуску «Охлаждение». Температура инструмента, вероятно, является самым большим фактором, влияющим на срок службы инструмента. Небольшая теплота хороша, так как она смягчает рабочий материал, что облегчает резку. Много тепла плохо, так как оно смягчает инструмент, а это значит, что он быстро изнашивается, становится тусклым, режет силы, вздымается, становится жарче, и проблемы не за горами. Обратите внимание, что допустимая температура зависит от материала инструмента и покрытия. Карбид имеет намного более высокие температуры, чем HSS. Некоторые покрытия, такие как TiAlN, действительно нуждаются в более высоких температурах для правильной работы и часто используются без охлаждающей жидкости. Преимущества TiAlN даже не присутствуют, пока не будет достаточно тепла, чтобы «активировать» его.
Там много историй, где превращение хладагента в увеличенный срок службы инструмента при правильных условиях. Карбид восприимчив к микротрещинам под термическим ударом неравномерного нагрева и охлаждения. Этот эффект называется «Ударное охлаждение» и имеет большое значение для ресурса инструмента в приложениях с более высокой производительностью. Sandvik в своем учебном курсе режущего инструмента не рекомендует ни охлаждающую жидкость, ни обильное количество хладагента, чтобы избежать этой проблемы. Следует также отметить, что слишком высокая температура не помогает точности, так как она изменяет размер заготовки.
Давайте также поговорим о типе охлаждающей жидкости. Существуют водорастворимые хладагенты, а также охлаждающие жидкости на масляной основе. С точки зрения охлаждения, растворимые в воде хладагенты выигрывают. Сколько? Рассмотрим эти данные:
|
охлаждающая жидкость |
Удельная теплоемкость охлаждающей жидкости |
Сталь A (закаленная) Уменьшение темпа% |
Сталь B (отжиг) Уменьшение темпа% |
|
Воздух |
0,25 |
|
|
|
Составное масло, высокая вязкость |
0,489 |
3,9 |
4,7 |
|
Составное масло, низкая вязкость |
0,556 |
6 |
6 |
|
Водный раствор смачивающего агента |
0,872 |
+14,8 |
8,4 |
|
Водный раствор «содового продукта», 4% |
0,923 |
- |
13 |
|
вода |
1,00 |
19 |
15 |
Первое, что нужно заметить в таблице, заключается в том, что эффективность различных охлаждающих жидкостей при удалении тепла напрямую соответствует удельной теплоемкости хладагента. Второе, что нужно заметить, это то, что воздух довольно паршивый, примерно на 1/4 до воды. Это на самом деле не так плохо, как прогнозировалось, поскольку вода переносит тепло в 25 раз более эффективно, чем воздух. Причиной разницы является то, что хладагент не может эффективно взаимодействовать везде, где ему нужно, и убирать достаточное количество тепла. Кроме того, если вы используете правильные параметры резки (например, подачи и скорости), большую часть тепла следует убирать в чипы, а не в хладагент.

Интересно отметить, что охлаждающие жидкости на масляной основе примерно наполовину эффективны, чем вода, с точки зрения их способности охлаждать инструмент и заготовку. Между этим и соображениями здоровья, неудивительно, что многие магазины пошли на водорастворимые хладагенты - они просто здорово охлаждают. С другой стороны, масло смазывается лучше (размыкание), и все еще есть некоторые применения, когда машинисты могут предпочесть масло (обычно поворачивать) на водорастворимые хладагенты.
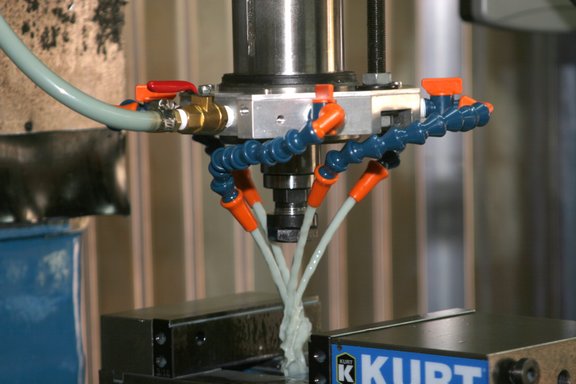
В последний раз подумайте о наводненных хладагентах - выше определенной критической скорости поверхности, все они начинают работать примерно одинаково, и чем быстрее вы будете работать, тем меньше эффект охлаждения у них есть. Одной из причин этого является то, что, когда все идет очень быстро, нет времени для большой подагры хладагента, чтобы сделать это во всех уголках и трещинах. Охлаждение становится все менее и менее последовательным, и это также способствует эффектам шокового охлаждения, которые усложняют хладагент при карбидной жизни выше определенных скоростей.

Материальные соображения
Для хладагента есть два конкретных материала. Первая - это тенденция к BUE, где материал прилипает к режущему инструменту и смазыванию. Вторая - способность материала поглощать и передавать тепло. Некоторые материалы не очень хорошо переносят тепло. Хорошим примером является титан. Эти материалы часто в большей степени зависят от охлаждающей жидкости для охлаждения, чтобы компенсировать неспособность материала переносить тепло. Эта неспособность усложняет работу чипов, чтобы убрать тепло и твердость, чтобы заготовка оставалась прохладной, не меняя размер из-за избыточного тепла. Титан дополнительно связывает проблему, производя относительно небольшие чипы.
Если материал, который вы режут, перекачивается плохо по сравнению с алюминием (который является отличным проводником тепла), сталь (достойный проводник) или другие распространенные материалы, убедитесь, что у вас есть хорошая установка охлаждающей жидкости на потоке и используете ее.
|
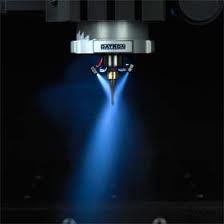
Экзотический рецепт: Алкоголь как охлаждающая жидкость Datron использует спирт спирта этанола в качестве охлаждающей жидкости для своих машинИР320ПМФ4 . Они хорошо подходят для этого: Он идеально подходит для высокоскоростной, микроинструментации цветных металлов и некоторых пластмасс благодаря вязкости по сравнению с водой, что позволяет этанолу быстро покрывать и охлаждать большую часть поверхности на быстро движущихся деталях. Низкая точка испарения этанола делает его
|
Примеры отсутсвия СОЖ.
.jpg)